|
Обозначение НТД, на который дана ссылка
|
Номер пункта
|
|
ГОСТ 8.001-80
|
3.2
|
|
ГОСТ 8.383-80
|
3.2
|
|
ГОСТ 9.014-78
|
5.2
|
|
ГОСТ 801-78
|
2.3
|
|
ГОСТ 1435-99
|
2.3
|
|
ГОСТ 1908-88
|
5.3
|
|
ГОСТ 2789-73
|
2.8
|
|
ГОСТ 2991-85
|
5.5
|
|
ГОСТ 5950-2000
|
2.3
|
|
ГОСТ 13762-86
|
5.8
|
|
ГОСТ 14192-96
|
5.7
|
|
ГОСТ 15150-69
|
5.9
|
|
ГОСТ 18242-72
|
3.3
|
|
ГОСТ 18321-73
|
3.3
|
|
МИ 2078-90
|
4.1
|
|
мм
|
мм
|
|||||||
|
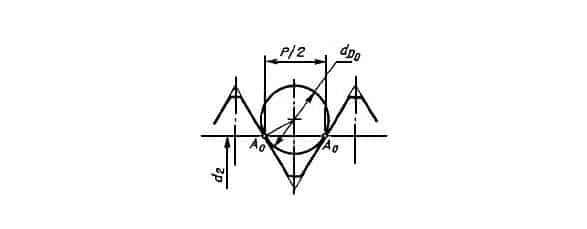
Черт.1
|
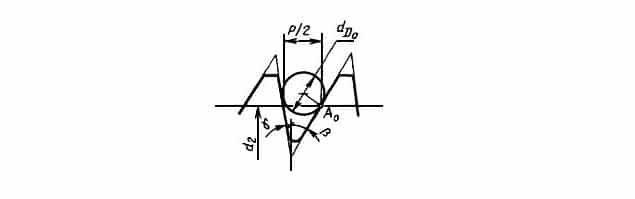
Черт.2
|
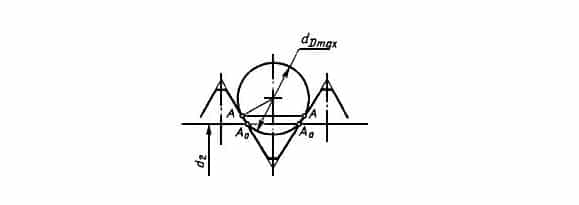
Черт.3
|
||||||
|
Размеры в мм
|
|||||||
|
Шаг
|
Вид резьбы и угол профиля
|
||||||
|
метрическая
=60°
|
трапецеидальная
=30°
|
упорная
=33°, =30°, =3°
|
|||||
|
0,075
|
0,045
|
0,054
|
—
|
—
|
—
|
—
|
—
|
|
0,08
|
0,048
|
0,058
|
0,040
|
||||
|
0,09
|
0,052
|
0,062
|
0,045
|
||||
|
0,1
|
0,058
|
0,070
|
0,051
|
||||
|
0,125
|
0,073
|
0,088
|
0,063
|
||||
|
0,15
|
0,088
|
0,106
|
0,076
|
||||
|
0,175
|
0,101
|
0,121
|
0,089
|
||||
|
0,2
|
0,115
|
0,138
|
0,102
|
||||
|
0,225
|
0,130
|
0,156
|
0,114
|
||||
|
0,25
|
0,144
|
0,172
|
0,127
|
||||
|
0,3
|
0,173
|
0,208
|
0,152
|
||||
|
0,35
|
0,202
|
0,242
|
0,177
|
||||
|
0,4
|
0,231
|
0,277
|
0,203
|
||||
|
0,45
|
0,260
|
0,312
|
0,228
|
||||
|
0,5
|
0,289
|
0,347
|
0,253
|
||||
|
0,6
|
0,346
|
0,415
|
0,304
|
||||
|
0,7
|
0,404
|
0,485
|
0,354
|
||||
|
0,75
|
0,433
|
0,520
|
0,379
|
||||
|
0,8
|
0,462
|
0,554
|
0,405
|
||||
|
1,0
|
0,577
|
0,692
|
0,506
|
||||
|
1,25
|
0,722
|
0,866
|
0,632
|
||||
|
1,5
|
0,866
|
1,039
|
0,758
|
0,776
|
0,866
|
||
|
1,75
|
1,010
|
1,212
|
0,885
|
—
|
—
|
||
|
2,0
|
1,155
|
1,386
|
1,011
|
1,035
|
1,155
|
1,086
|
1,173
|
|
2,5
|
1,443
|
1,732
|
1,264
|
—
|
—
|
—
|
—
|
|
3,0
|
1,732
|
2,078
|
1,516
|
1,553
|
1,732
|
1,629
|
1,759
|
|
3,5
|
2,021
|
2,425
|
1,769
|
—
|
—
|
—
|
—
|
|
4,0
|
2,309
|
2,771
|
2,021
|
2,071
|
2,278
|
2,173
|
2,347
|
|
4,5
|
2,598
|
3,118
|
2,274
|
—
|
—
|
—
|
—
|
|
5,0
|
2,887
|
3,464
|
2,527
|
2,588
|
2,847
|
2,716
|
2,933
|
|
5,5
|
3,175
|
3,810
|
2,779
|
—
|
—
|
—
|
—
|
|
6,0
|
3,464
|
4,157
|
3,032
|
3,106
|
3,417
|
3,259
|
3,520
|
|
7,0
|
—
|
—
|
—
|
3,623
|
3,985
|
—
|
—
|
|
8,0
|
4,141
|
4,555
|
4,345
|
4,693
|
|||
|
9,0
|
4,659
|
5,125
|
—
|
—
|
|||
|
10
|
5,176
|
5,694
|
5,431
|
5,865
|
|||
|
12
|
6,212
|
6,833
|
6,518
|
7,039
|
|||
|
14
|
7,247
|
7,972
|
7,603
|
8,211
|
|||
|
16
|
8,282
|
9,110
|
8,690
|
9,385
|
|||
|
18
|
9,317
|
10,249
|
9,776
|
10,558
|
|||
|
20
|
10,353
|
11,388
|
10,950
|
11,826
|
|||
|
22
|
11,388
|
12,527
|
11,948
|
12,904
|
|||
|
24
|
12,423
|
13,665
|
13,133
|
14,184
|
|||
|
28
|
14,493
|
15,942
|
15,207
|
16,424
|
|||
|
32
|
16,565
|
18,222
|
17,362
|
18,760
|
|||
|
36
|
18,634
|
20,497
|
20,152
|
21,764
|
|||
|
40
|
20,706
|
22,777
|
21,863
|
23,612
|
|||
|
44
|
22,774
|
24,951
|
23,896
|
25,808
|
|||
|
48
|
24,845
|
27,329
|
26,069
|
28,154
|
|||
|
Размеры в мм
|
||||||
|
Вид резьбы и угол профиля
|
||||||
|
Число шагов
на длине
24,5 мм
|
унифицированная (дюймовая)
=60°
|
трубная цилиндрическая и коническая =55°, дюймовая =55°
|
||||
|
80
|
0,183
|
0,220
|
0,161
|
—
|
—
|
—
|
|
72
|
0,204
|
0,245
|
0,179
|
|||
|
64
|
0,229
|
0,275
|
0,201
|
|||
|
56
|
0,262
|
0,314
|
0,230
|
|||
|
48
|
0,306
|
0,367
|
0,268
|
|||
|
44
|
0,333
|
0,400
|
0,292
|
|||
|
40
|
0,367
|
0,440
|
0,321
|
|||
|
36
|
0,407
|
0,488
|
0,357
|
|||
|
32
|
0,458
|
0,550
|
0,402
|
|||
|
28
|
0,524
|
0,629
|
0,459
|
0,511
|
0,613
|
0,459
|
|
27
|
0,543
|
0,652
|
0,475
|
—
|
—
|
—
|
|
24
|
0,611
|
0,733
|
0,535
|
0,596
|
0,716
|
0,535
|
|
20
|
0,733
|
0,880
|
0,642
|
0,716
|
0,859
|
0,643
|
|
19
|
—
|
—
|
—
|
0,754
|
0,905
|
0,676
|
|
18
|
0,815
|
0,978
|
0,713
|
0,795
|
0,954
|
0,714
|
|
16
|
0,917
|
1,100
|
0,803
|
0,895
|
1,074
|
0,803
|
|
14
|
1,048
|
1,258
|
0,917
|
1,023
|
1,228
|
0,918
|
|
13
|
1,128
|
1,354
|
0,988
|
—
|
—
|
—
|
|
12
|
1,222
|
1,466
|
1,070
|
1,193
|
1,432
|
1,071
|
|
1,275
|
1,530
|
1,116
|
—
|
—
|
—
|
|
|
11
|
1,333
|
1,600
|
1,167
|
1,302
|
1,562
|
1,168
|
|
10
|
1,467
|
1,760
|
1,284
|
1,432
|
1,718
|
1,285
|
|
9
|
1,629
|
1,955
|
1,426
|
1,591
|
1,909
|
1,427
|
|
8
|
1,833
|
2,200
|
1,605
|
1,790
|
2,148
|
1,606
|
|
7
|
2,095
|
2,514
|
1,834
|
2,045
|
2,454
|
1,835
|
|
6
|
2,444
|
2,933
|
2,139
|
2,387
|
2,846
|
2,141
|
|
5
|
2,933
|
3,520
|
2,567
|
2,864
|
3,437
|
2,569
|
|
3,259
|
3,911
|
2,852
|
3,182
|
3,818
|
2,854
|
|
|
4
|
3,666
|
4,399
|
3,209
|
3,579
|
4,295
|
3,211
|
|
—
|
—
|
—
|
4,091
|
4,909
|
3,670
|
|
|
4,406
|
5,287
|
3,952
|
||||
|
3
|
4,773
|
5,728
|
4,281
|
|||
|
—
|
—
|
—
|
4,980
|
5,976
|
4,467
|
|
|
5,207
|
6,248
|
4,672
|
||||
|
5,454
|
6,545
|
4,893
|
||||
|
5,727
|
6,872
|
5,137
|
||||
|
1,00
|
2,00
|
3,25
|
5,00
|
7,00
|
12,00
|
20,00
|
35,00
|
|
1,25
|
2,25
|
3,50
|
5,25
|
8,00
|
14,00
|
22,00
|
|
|
1,40
|
2,50
|
4,00
|
5,50
|
9,00
|
15,00
|
25,00
|
|
|
1,50
|
2,75
|
4,25
|
6,00
|
10,00
|
16,00
|
28,00
|
|
|
1,75
|
3,00
|
4,50
|
6,50
|
11,00
|
18,00
|
30,00
|
|
Интервал диаметров
|
||
|
До 3
|
От 30 до 40
|
14
|
|
Св. 3 » 4
|
» 35 » 45
|
14
|
|
» 4 » 5
|
» 40 » 50
|
14
|
|
» 5
|
» 50 » 55
|
40
|
|
Интервал диаметров , мм
|
Предельное отклонение, мкм
|
|
|
Класс точности 0
|
Класс точности 1
|
|
|
До 4,980
|
±0,3
|
±0,5
|
|
От 5,176 до 8,690
|
±0,4
|
|
|
От 10,353 до 26,069
|
±0,5
|
±1,0
|
|
От 28,000 до 35,000
|
—
|
|
|
от 0,045 до 0,346 мм для типа I,
|
|
» 0,115 » 4,980 мм » » II,
|
|
» 5,176 » 35,00 мм » » III.
|
|
0,045
|
0,346
|
0,895
|
1,790
|
3,579
|
9,317
|
|
0,048
|
0,367
|
0,917
|
1,833
|
3,623
|
9,776
|
|
0,052
|
0,404
|
1,010
|
2,021
|
3,666
|
10,353
|
|
0,058
|
0,407
|
1,023
|
2,045
|
4,091
|
10,950
|
|
0,073
|
0,433
|
1,035
|
2,071
|
4,141
|
11,388
|
|
0,088
|
0,458
|
1,048
|
2,095
|
4,345
|
11,948
|
|
0,101
|
0,462
|
1,086
|
2,173
|
4,406
|
12,423
|
|
0,115
|
0,511
|
1,128
|
2,309
|
4,659
|
13,133
|
|
0,130
|
0,524
|
1,155
|
2,387
|
4,773
|
14,493
|
|
0,144
|
0,543
|
1,193
|
2,444
|
4,980
|
15,207
|
|
0,173
|
0,577
|
1,222
|
2,588
|
5,176
|
16,565
|
|
0,183
|
0,596
|
1,275
|
2,598
|
5,207
|
17,362
|
|
0,202
|
0,611
|
1,302
|
2,716
|
5,431
|
18,634
|
|
0,204
|
0,716
|
1,333
|
2,864
|
5,454
|
20,152
|
|
0,229
|
0,722
|
1,432
|
2,887
|
5,727
|
20,706
|
|
0,231
|
0,733
|
1,443
|
2,933
|
6,212
|
21,863
|
|
0,260
|
0,754
|
1,467
|
3,106
|
6,518
|
22,774
|
|
0,262
|
0,776
|
1,553
|
3,175
|
7,603
|
23,896
|
|
0,289
|
0,795
|
1,591
|
3,182
|
7,247
|
24,845
|
|
0,306
|
0,815
|
1,629
|
3,259
|
8,282
|
26,069
|
|
0,333
|
0,866
|
1,732
|
3,464
|
8,690
|
|
|
Вид резьбы
|
||||
|
Определяемые диаметры проволочек
и роликов
|
метрическая; унифицированная (дюймовая)
=60°
|
трапецеидальная
=30°
|
трубная цилиндрическая
и коническая;
дюймовая =55°
|
упорная
=33° =30° =3°
|
|
0,5774
|
0,5176
|
0,5637
|
0,5431
|
|
|
1,2
|
1,1
|
1,2
|
1,08
|
|
|
0,5052
|
—
|
0,5056
|
—
|
|