2.14.2. К каждой линейке прилагают паспорт по ГОСТ 2.601*, включающий инструкцию по эксплуатации.
______________
* На территории Российской Федерации действует ГОСТ 2.601-2006
2.15. Маркировка
2.15.1. На боковых поверхностях синусных линеек должны быть нанесены:
товарный знак предприятия-изготовителя;
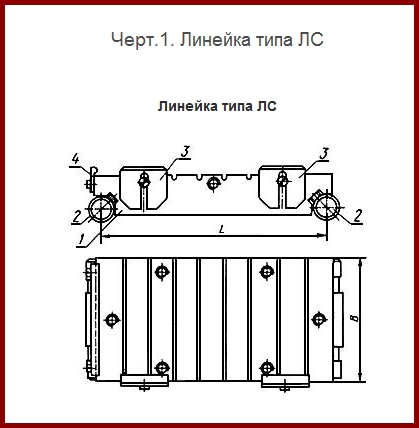
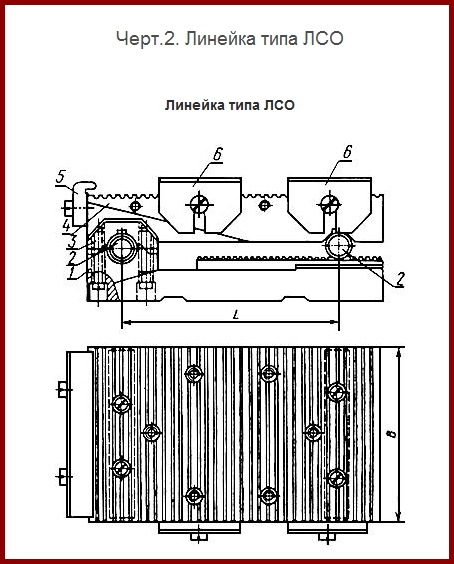
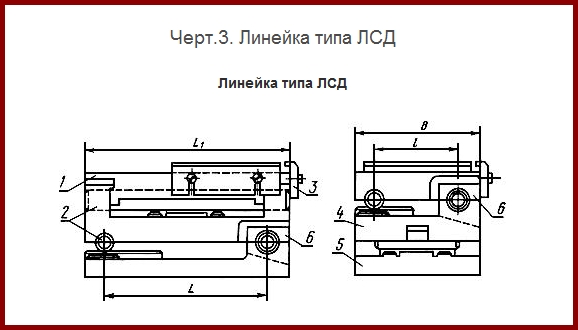
тип синусной линейки;
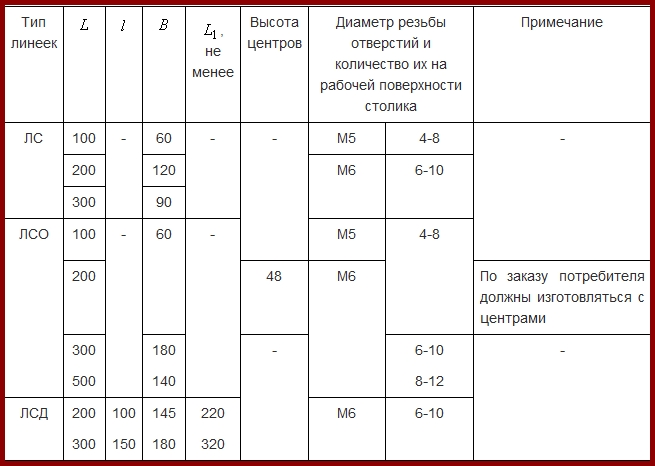
размеры , , ;
порядковый номер синусной линейки по системе нумерации предприятия-изготовителя;
обозначение настоящего стандарта.
2.16. Упаковка
2.16.1. Упаковка синусных линеек — по ГОСТ 13762.
2.16.2. В паспорте синусных линеек при их сертификации проставляют национальный знак соответствия по ГОСТ 28197*.
________________
* На территории Российской Федерации — по ГОСТ Р 50460.
2.14-2.16.2. (Измененная редакция, Изм. N 3).
2.17. (Исключен, Изм. N 2).Разд.3. (Исключен, Изм. N 3).
4. ПРИЕМКА
4.1. Для проверки соответствия линеек требованиям настоящего стандарта проводят приемочный контроль и периодические испытания и испытания на надежность.
(Измененная редакция, Изм. N 1, 2).
4.2. При приемочном контроле все линейки следует проверять на соответствие требованиям пп.2.2-2.7, 2.11 и 2.12.
4.3. Периодические испытания проводят не реже раза в три года не менее чем на трех линейках из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта.
Результаты испытаний считают удовлетворительными, если все испытанные линейки соответствуют этим требованиям.
(Измененная редакция, Изм. N 2, 3).
4.4. (Исключен, Изм. N 3).
5. МЕТОДЫ КОНТРОЛЯ
5.1. Поверка синусных линеек — по нормативным документам*.
________________
* На территории Российской Федерации — по МИ 2191.
5.2. При определении влияния транспортной тряски используют ударный стенд, создающий тряску ускорением 30 м/с при частоте 80-120 ударов в минуту.
Ящики с упакованными линейками крепят к стенду и испытывают при общем числе ударов 15000. После испытаний допускаемые погрешности синусных линеек не должны превышать значений, указанных в п.2.2.
5.1, 5.2. (Измененная редакция, Изм. N 3).
5.3. Воздействие климатических факторов при транспортировании проверяют в климатических камерах в следующих режимах: при температуре минус (50±3) °С, плюс (50±5) °С и при относительной влажности (95±3)% при температуре (35±3) °С. Выдержка в климатической камере по каждому из трех видов испытаний — 2 ч. После испытания допускаемые погрешности линеек не должны превышать значений, указанных в п.2.2.(Измененная редакция, Изм. N 1, 3).
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Транспортирование и хранение синусных линеек — по ГОСТ 13762.
6.2. Синусные линейки в упаковке следует хранить в помещении при температуре воздуха от плюс 10 до плюс 40 °С и относительной влажности до 80% при температуре 25 °С.
Разд.6. (Измененная редакция, Изм. N 3).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие линеек требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения. Гарантийный срок эксплуатации линеек — 18 мес со дня их ввода в эксплуатацию.(Измененная редакция, Изм. N 2).